
【Industry Application】Application of Laser Displacement Sensors in Tire Manufacturing Industry
Dec 14, 2023
Abstract: Based on the introduction of the working principle of laser displacement sensor ranging, this paper details its application examples in the tire industry and the application conditions that affect measurement accuracy in industrial field.
Keywords: Laser displacement sensor; Tire parameters; Online measurement;
1 Introduction
With the increasingly stringent requirements for tire quality, tire manufacturers urgently need sampling speed, long measurement distance, high repeatability measurement sensors and detection devices. These sensors and devices can be used for offline or online measurement, minimizing downtime, improving production efficiency and avoiding misjudgments to the greatest extent. Suzhou TronSight Intelligent Co., Ltd.'s laser displacement sensor has been successfully applied in the tire manufacturing industry for 10 years, making it an authority in measurement solutions for the rubber and tire industry. The biggest disadvantage of using contact or mechanical sensors in the past was that to ensure measurement consistency, the tire needed a "clean" measurement path. When the tire rotates at 60r/min, letters or protrusions on the tire will damage the contact sensor, and the unnecessary rebound of the sensor will affect the accuracy and repeatability of the measurement values. The optimized laser measurement sensor is not affected by the texture, color, roughness, speed, and different environmental light of the material surface, with characteristics of non-wear, no rebound, and high-speed data acquisition. Since the rubber surface is black and can absorb most of the light on the rubber surface, the laser sensor requires sufficient light energy to obtain high-quality laser spot images, and requires fast response gain control to adapt to changes in surface reflectivity. That is, high-performance sensors require lasers to have a small spot diameter and fast frequency response, the purpose is to obtain reliable measurement data from uneven surfaces, such as various complex shapes of extruded tread sections and tires with letters on the side. In the typical tire production process - calendering, extrusion, molding, the rubber material is black, uncured, reflective, hot, and sticky substance, the measurement data must truly reflect the shape and size of the applied material, it is not affected by the thermal surface environment, measurement angle, material texture, brightness, slope, speed, and temperature. When measuring on a high-speed rotating tire uniformity tester, the non-contact sensor must provide a high-speed sampling frequency to detect defects on the tire surface. Due to the fast response of Chuangshi Intelligent laser sensor to process changes, it is most suitable for these types of applications, it can perform high-speed measurements and maintain the consistency of measurement process data.
2 Working Principle of Laser Sensor
Most non-contact sensors used in the rubber and tire industry use laser triangulation method to accurately measure the object and its surface dimensions, the laser triangulation displacement principle diagram is shown in Figure 1.
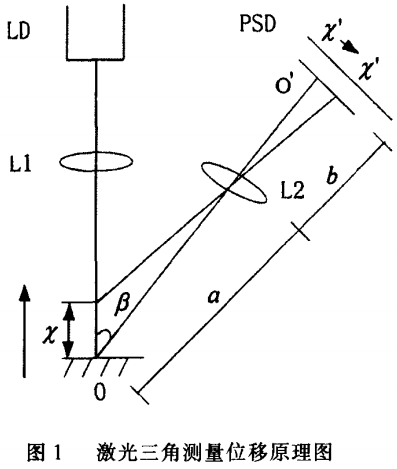
As shown in Figure 1, the light emitted by the semiconductor laser LD is focused by lens L1 onto the surface of the object at point O (i.e., the object light point), and its scattered light is received by L2, converging onto point O’ (i.e., the image light point) on the linear photoelectric position-sensitive device (PSD). O and O’ are conjugate points, at which point the PSD outputs equal currents i1=i2. O’ is referred to as the photoelectric center of the PSD, while O is the displacement zero point of the laser. When the object being measured undergoes a displacement X relative to the laser, causing the object light point to shift away from the displacement zero point, the image light point also undergoes a displacement x’, shifting away from the photoelectric center of the PSD. At this point, i1≠i2. According to the working principle of the PSD, if x’ is the optical energy center of the image light spot, the difference between i1 and i2 increases with the increase of X’. Therefore, by measuring i1 and i2, the displacement x of the object can be determined. The measured value is processed digitally in the controller and then output as an analog, digital, or serial communication signal. This technology is sometimes referred to as "structured light," equivalent to an automatic microsection microscope. Non-contact triangular sensors come in two main types of detectors, both solid-state, integrated circuit chips, packaged very reliably and robustly, and can be used in extremely harsh environments. The first type is the PSD position-sensitive detector, and the second type is the CCD digital detector. The main disadvantage of the CCD detector is that its acquisition speed is much lower than that of the PSD detector. In the rubber and tire industry, PSD detectors are used in extremely high data acquisition systems, designed specifically for high-frequency response, fast optical energy compensation control, and small spot diameter applications. TS laser sensors provide rapid compensation for changes in light energy, which is an important feature for applications in the tire industry. The main technical parameters of the TS laser sensor include: measurement range of 5 to 2500mm, detection distance of 10 to 250mm, ultra-high repeatability of 0.02μm, linear accuracy of ±0.02% of F.S., and a maximum sampling speed of up to 160kHz. The laser spot comes in a point, wide, and ultra-wide version, and the light source is available in red and blue versions. The probe can independently provide an analog signal output and standard output in Ethernet/RS485, allowing direct connection to a host computer without a controller. The TS laser sensor is suitable for applications in the tire industry, where it can replace scale indicators, LVDTs, capacitive, inductive, and ultrasonic measurement sensors.
3 Application Examples
The TS-C series laser sensors are widely used in both online and offline applications in the tire industry. Its beam spot diameter is smaller than most other laser sensing technologies, making it an ideal choice for measuring small changes and complex surfaces. Here are some specific applications in the tire industry.
(1)Measurement of calendered film thickness: Using TS-C laser sensors for thickness measurement can provide complete cross-sectional information for calendered films. This thickness measurement can be performed at a fixed location or as part of a scanning system. A scanning system can use a dual-probe through-beam installation method, with one sensor above the calendered film and another below it. This system offers an accurate and precise method for real-time monitoring of thickness for any type of calendering machine. Because of the fast data acquisition and small beam spot diameter, changes in the production line and vibrations of the film will not affect the thickness measurements. In some cases, two sensors are mounted on a mechanical sliding frame to scan back and forth, monitoring changes in film thickness. The mechanical sliding frame must be sturdy to avoid measurement errors caused by vibrations. Another method involves using one or two sensors at fixed positions on a reference surface (such as a reference roller) for measurement. Compared to the dual-sensor opposing installation method, this approach is simpler and clearer, but its accuracy depends on the reference roller. Due to wear on the bearings and changes in the surface of the reference roller, it requires regular compensation.
(2)Measurement of the cross-section of co-extruded profiles is well-suited for the TS-C laser sensor due to its long detection range. The speed of the extruded film, temperature changes, and environmental variations do not affect the measurement values. Mapping the cross-sectional shape of co-extruded treads can provide practical and reliable data for the manufacture and repair of die lips, reducing the number of die lip trials, increasing the uptime of the extruder, and allowing for comparison of the actual tread profile with the design profile to identify defect points. Feedback can be used to adjust the extruder equipment. Simultaneously, the symmetry of the extruded tread and changes in the profile shape before and after cooling can be analyzed. Important indicators such as tire uniformity and conicity can be monitored at the semi-finished stage to prevent fluctuations in the quality of finished tires due to changes in the quality of semi-finished products. The TS-C laser sensor has an ultra-high acquisition rate (typically 160kHz), making it suitable for online testing applications on extrusion lines, a fact proven by its use in most well-known tire factories.
(3)Offset and overlap of joints are significant factors affecting tire uniformity during the production of tires, including the semi-finished products such as tire bodies and steel cord fabrics. Monitoring joints on tire cutting machines and tire building machines allows for rapid detection of errors and their development trends during production, thus avoiding the scrapping or downgrading of a large number of cured tires. Non-contact laser-based measurement can improve the accuracy of joint deviation and overlap detection, a fact that actual applications have proven to be more accurate than other sensors. High-speed laser sensors (with an acquisition rate of 160kHz) also allow for measurement of joints without affecting the equipment's cycle time during material preparation and tire building processes. After being cut to a certain width and angle by the calender, the calendered fabric requires joints. Laser sensors can detect the joint width online in real-time, accurately identifying various quality issues caused by joints.
(4)Radial and lateral runout measurements of green tires during the manufacturing process provide necessary information for whether corrective measures are needed early in tire production, reducing the rate of substandard products. Measuring green tires during the tire building process allows for the analysis and quantification of over- and under-laps in components such as the inner liner, body ply, and tread. Using "smart" feature analysis of joints can identify problems in the semi-finished tire manufacturing process, reducing tire scrap rates and improving uniformity. The TS-C laser sensor offers high accuracy and repeatability, laying a solid foundation for the statistical analysis of key parameters such as roundness and symmetry.
(5) Tire sidewall detection: The TS-C laser sensor has always focused on providing solutions for detecting various defects on the surface of finished tires, such as protrusions and indentations: providing ultra-high-resolution, accurate, and reliable data for precise analysis of tire sidewall defects; providing high-speed measurements to eliminate the impact of tire vent holes and letters on measurements; measuring slopes without losing any data; measurements are not affected by the high molecular components in the target being measured. Due to various technical limitations of past measurement systems, there were often instances where a tire was identified as defective by a measurement system, but manual review showed that the tire was not defective, leading to mistrust among many tire manufacturers of tire sidewall defect measurement systems, resulting in costly manual inspections. Some measurement systems could not even distinguish between tire sidewall protrusions and indentations. The LMI tire sidewall detection system uses the most advanced laser sensors and analysis software, significantly reducing, and even completely eliminating, misjudgments in most cases. Multi-trajectory measurements can comprehensively measure the entire tire, allowing for effective analysis of sidewalls with complex lettering and image patterns.
(6)Tire uniformity testing machines (TUO) require the use of many sensors. Although some tire uniformity testing machines, such as the TTOC-II and TSOS systems produced by Akron Special Machinery, use laser sensors, most systems use capacitive sensors. These sensors have a large spot diameter, which can sometimes cause false defective products; other systems use contact probes, which bounce on the tire surface when the tire rotates, causing errors, or use low-end laser sensors that cannot achieve the high acquisition rates and complex laser control of high-end laser sensors. Practice has proven that the use of laser sensors in tire uniformity testing machine equipment provides better accuracy and faster cycle times than traditional contact measurements and capacitive sensor systems. Some systems based on microprocessors, for example, a 6.0mm diameter point compared to a 0.02mm diameter point, result in lower data acquisition accuracy, limiting the system's applications; CCD sensors, due to their slower sampling rates, require longer cycle times to ensure data processing. The TUO system monitors signals from sensors, identifying types of indentations, widths, ramp sizes, and other geometric parameters. When a tire rotates at 60r/min, each profile requires over 4000 acquisition data, equivalent to the data volume of five profiles from a standard uniformity tester. The current measurement cycle has been reduced to 175.
(7)Measurement of tire non-roundness is also performed using laser sensors. DSP data processing software can reduce the effects of factors such as pores and grooves, measuring only the top of the tread to generate very accurate non-roundness analysis.
(8)Tread wear analysis: Tire manufacturers need precise wear data from prototype tires to improve their designs. Car manufacturers need comparative measurements of various tires to select the best tires. As an extension of traditional tread pattern depth measurements, non-contact laser-based measurements can also provide a complete wear profile of the tire and quantitative indicators of irregular wear, which are crucial for identifying road noise issues and localized wear phenomena, such as pattern indentations, shoulder wear, and center wear. It is an effective tool for diagnosing manufacturing problems by clearly visible lateral and radial run out in high-precision surface measurements of new tires.
4 Conclusions
To ensure continuous and increasing market competitiveness, tire manufacturers rely entirely on reliable product and production process quality control, which requires reliable measurement methods and minimizing downtime. For these reasons, the TS-C laser sensor, known for its speed, accuracy, and reliability, is playing an increasingly important role. The TS-C laser sensor can also be used for measuring highway conditions, such as cracks, depressions, and slope parameters of the road surface. In addition to developing and producing laser displacement sensors, Vision Intelligence Co., Ltd. also manufactures spectrally encoded displacement sensors and white light interferometry thin-film thickness sensors with even higher precision.


Recent Posts






Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.